
Prvá kapitola
Predstavenie výrobku
Náš kruhový pletací stroj, ktorý preráža tradičnú koncepciu dizajnu a výrobnú techniku, kombinuje aj vlastnosti tkanín s kruhovým strihom na vlasoch na trhu.
Aplikácie:
Deka, koberec, koralové rúno, vysoký vlas, borovicová tkanina, páví kašmír, PV rúno, slamený kašmír a všetky druhy odevov.
Technické dáta:
Model: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Priemer valca: 30-38 palcov
Mierka ihly: 14G-32G
Podávač: 12F-32F
Otáčky: 1-23 ot./min
Výkon: 4kw, 5,5kw
Výška vlasu: 4-25, 25-50mm
Kapitola druhá
Vyloženie a inštalácia
Vyloženie hlavného rámu
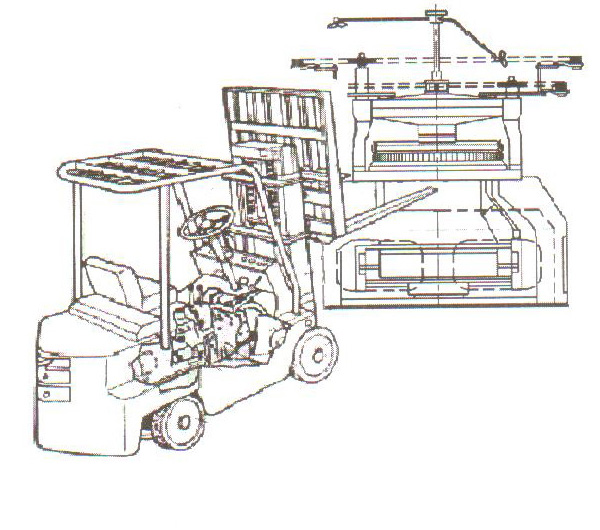
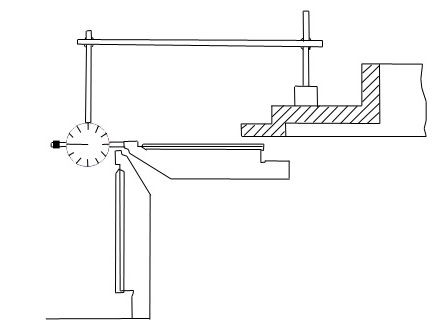
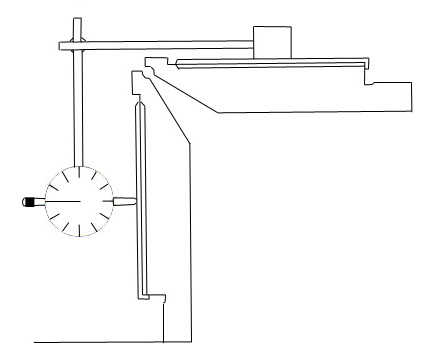
Na vyloženie rámu použite vysokozdvižný vozík s hmotnosťou viac ako 5 ton, spôsobom znázorneným na obrázku 1-1, prečítajte sipokyny nižšie:
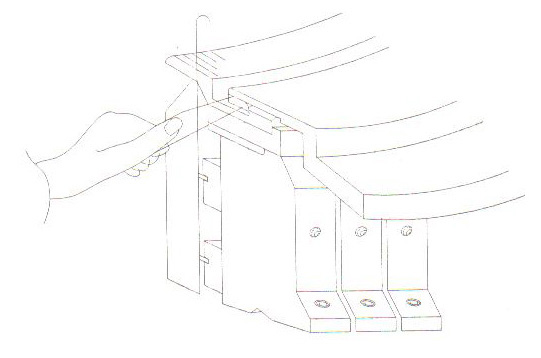
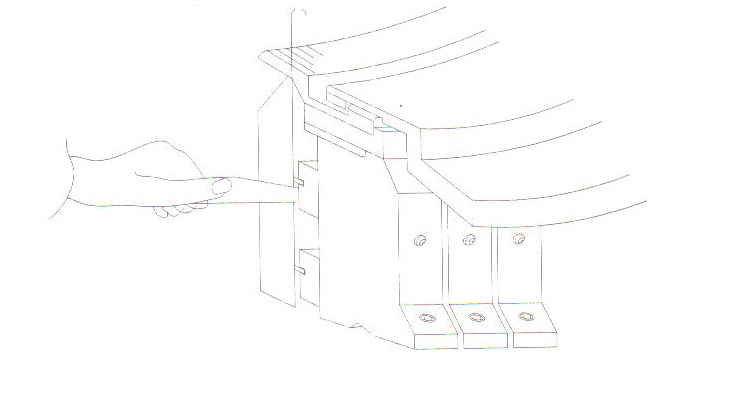
1. Pred vyložením posuňte prevodový systém rukou tak, aby bol navíjač látky rovnobežný s hlavnou nohou (za normálnych okolností boli stroje v tomto stave pred dodaním).
2. Pomaly naložte rameno vysokozdvižného vozíka medzi dva páry nôh a zdvihnite ho zvislo zdola (pozor: medzi rameno a stroj vložte nejaký drevený blok, aby ste predišli poškodeniu v dôsledku pošmyknutia stroja počas vykladania)
3. Počas vykladania držte stroj asi 30-50 cm nad zemou, nedovoľte, aby bežal po hrboľatej ceste, nedovoľte, aby sa náhle zastavil alebo sa pohol, a opatrne rozsvecujte a spúšťajte.
4. Ak stroj nebol dodaný do továrne zákazníka, uistite sa, že ho umiestnite na suché a čisté miesto, aby ste predišli poškodeniu a korózii, aby ste zabránili normálnej použiteľnosti stroja.
Umiestnenie a inštalácia stroja:
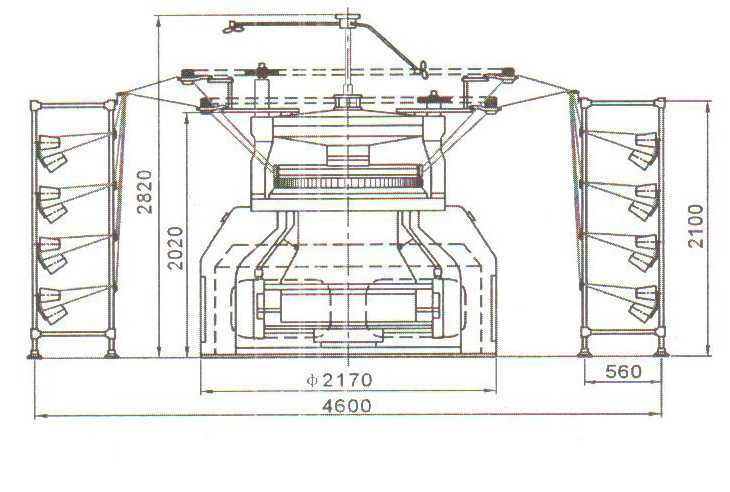
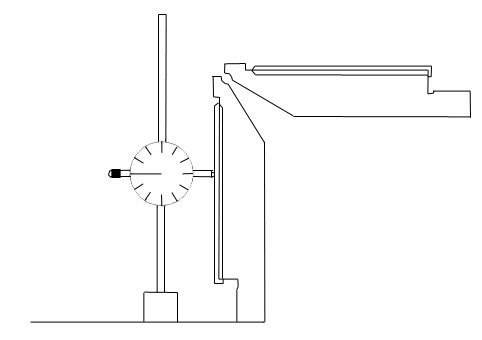
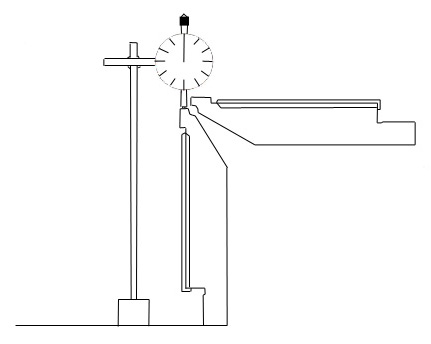
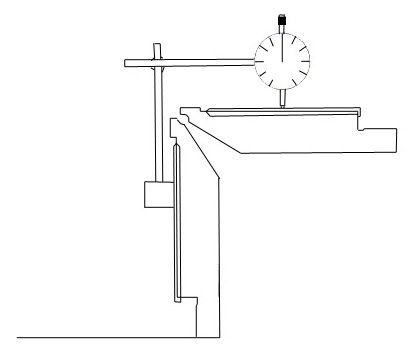
1. Pred upevnením polohy zmerajte polohu rámu a cievky, aby ste zaistili polohu inštalácie, podľa veľkosti na obrázku 1-2
2. Po upevnení polohy pomocou gradientu opatrne vyrovnajte povrch stroja (môžete nastaviť skrutku pätky hlavných a zverákov, aby ste zabezpečili, že bočná chyba nie je väčšia ako 5 mm)
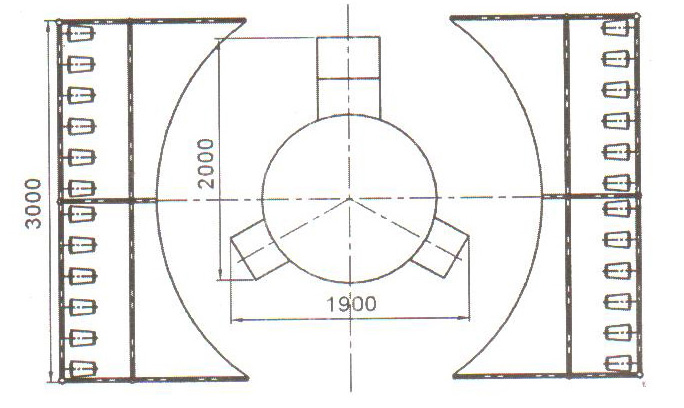
Umiestnenie a kombinácia cievkovnice
1.Potvrďte polohu cievkovnice podľa veľkosti na obrázku 1-2.
2. Pripojte valcový stĺp a jeho priečnik a nastavte rám cievkovnice
3. Nainštalujte štyri hrubšie hliníkové pásy na zadnú stranu cievkovnice (na inštaláciu dráhy rúrok priadze) a ďalšie štyri tenšie pásy by ste mali nainštalovať pred cievkovnicu (na inštaláciu prítlačného zariadenia)
4. Výška hliníkových pásikov na podávanie priadze by mala byť vyššia ako prítlačný hliník, takže pri pletení bude podávanie priadze hladké a ľahko sa nerozbije.
5.Nainštalujte prítlačné zariadenie na predné hliníkové pásy, nainštalujte vodiace lišty z priadze na zadné hliníkové pásy.Udržujte jednotnú vzdialenosť, aby ste sa vyhli podávaniu priadze.
Kombinácia posielania priadze
1. Nainštalujte a upravte premeny a stĺpce cievkovnice na podávanie priadze
2. Nainštalujte napájacie káble horného kruhového rámu, zariadenia na ukladanie priadze a zariadenia na automatické zastavenie.
3. Nainštalujte napájacie káble spodného kruhového rámu, zariadenia na ukladanie priadze a zariadenia na automatické zastavenie.
4.Nainštalujte horný a dolný prevodový remeň.
5.Nainštalujte horný a dolný zberač prachu, venujte pozornosť nastaveniu polohy ventilátora.
6. Upravte hliníkovú dosku z priadze
7. Pripojte napájanie zariadenia na automatické zastavenie.
Kapitola tretia
Technický štandard a primárne nastavenie
Všetky naše stroje sú pred dodaním podrobené prísnemu vstrekovaniu, nastavovaniu a uvádzaniu do prevádzky (všetok stroj by mal pracovať viac ako 48 hodín)
Technické normy
1. Vlastná rovinnosť otočného voliča ihly
Štandard≤0,05 cm
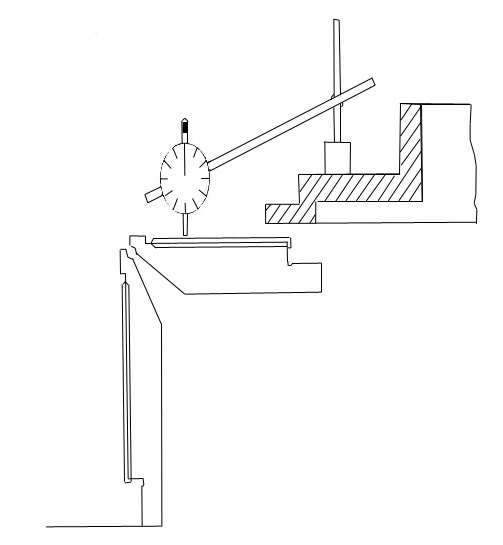
2. Vlastné zaoblenie číselníka ihly nahor
Štandard≤0,05 cm
3. Vlastné zaoblenie bubna spodnej ihly
Štandard≤0,05 cm
4. Vlastná rovinnosť bubna spodnej ihly
Štandard≤0,05 cm
5. Rovnaká rovinnosť voliča ihly a bubna spodnej ihly
Štandard≤0,05 cm
6. Rovnaké zaoblenie otočného voliča ihly a bubna spodnej ihly
Štandard≤0,05 cm
7. Priestor medzi hornými vačkami a ihlovým bubnom
0,15 mm - 0,25 mm
8. Priestor medzi spodnými vačkami a ihlovým bubnom
0,15 mm - 0,25 m
Primárna úprava
Normálne náš stroj pred dodaním prechádza prísnym vstrekovaním, ale aby ste mohli používať stroj bezpečnejšie, pred použitím ho skontrolujte a upravte.
1.Skontrolujte pohon motora
Pripojte napájanie a skontrolujte smer jazdy motora, ak sa smer líši od štítku na motore, okamžite vymeňte zapojenie motora (vymeňte dve z troch fáz svorky motora).
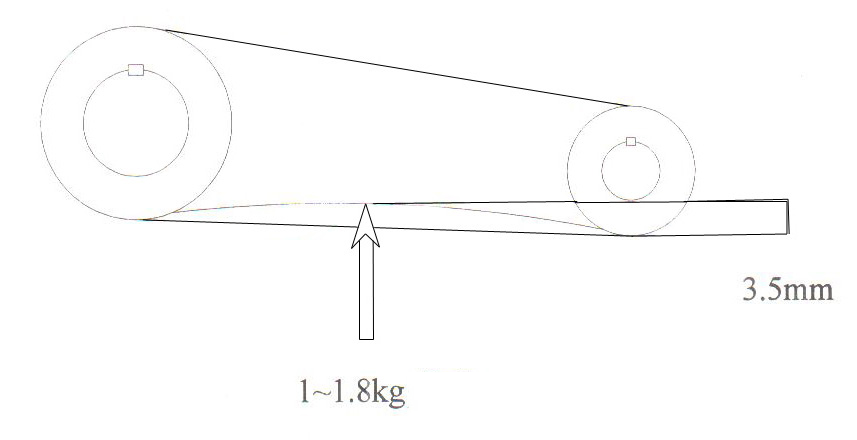
2.Skontrolujte a nastavte hnací remeň motora
Pred prácou skontrolujte napnutie hnacieho remeňa motora.Získajte silu 1-1,8 kg v strede pásu, urobte lineárnu deformáciu pásu menšiu ako 3,5 mm, upravte ho, kým nesplníte požiadavku.Spôsob nastavenia: uvoľnite uzamykaciu skrutku základne motora, nastavte hodvábny klobúk na nastavenie napätia motora, kým napätie nebude spĺňať požiadavku, a utiahnite skrutku.
Pozor: v prvých troch dňoch znova skontrolujte raz a neskôr každé tri mesiace.
3.Nastavenie systému fúkania
Ventilátor fúkacieho systému je potrebné špecificky nastaviť, kým sa ventilátor nenachádza v najlepšej polohe.Takže keď je napájanie zapnuté, ventilátor môže vyfúknuť každý roh podávania priadze.
4.Nastavenie systému prenosu priadze
(1) Mikro nastavenie hliníkovej dosky na podávanie priadze.
Zmeňte priemer hliníkovej dosky na podávanie priadze, zmení sa prevodový pomer a zmení sa množstvo podávania priadze.Metódy sú uvedené nižšie:
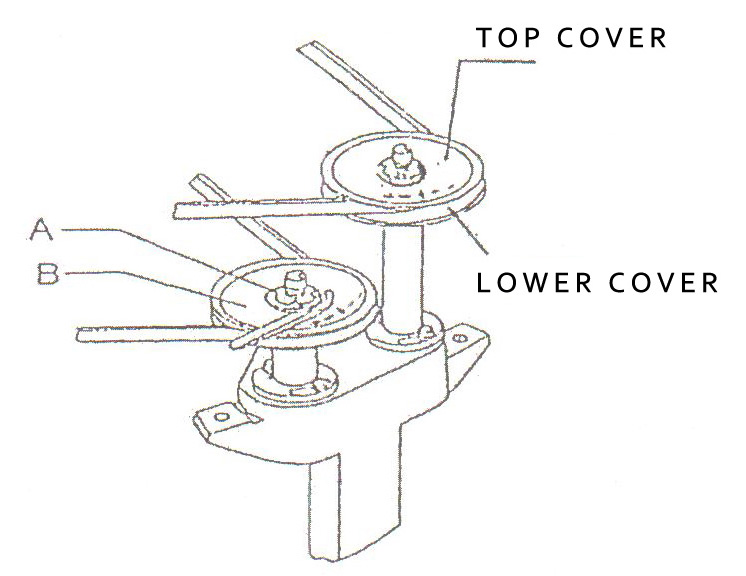
①Najprv pomocou kľúča uvoľnite okrúhlu maticu A v hornej časti hliníkovej platne na podávanie priadze.
②Otočte kryt v smere „+“, 12 posúvačov vo vnútri dosky sa roztiahne smerom von, čím sa zväčší priemer kolesa a zvýši sa množstvo podávanej priadze.Naopak, otočte na „-“, podávané množstvo priadze sa zníži.Pri otáčaní držte rovnobežne, inak môžu posúvače vypadnúť zo slotu.
③ rozsah priemeru hliníkovej dosky na podávanie priadze bude: 70-202 mm
④Po nastavení platničky znova zaistite okrúhlu maticu.
(2) Nastavenie napnutia prenosového remeňa podávania priadze
Ak je pás príliš voľný, zásobník priadze skĺzne a stagnuje a ovplyvní podávanie priadze.Takže pred uvedením do prevádzky nastavte prenos podávania priadze najlepšie, ako je uvedené nižšie:
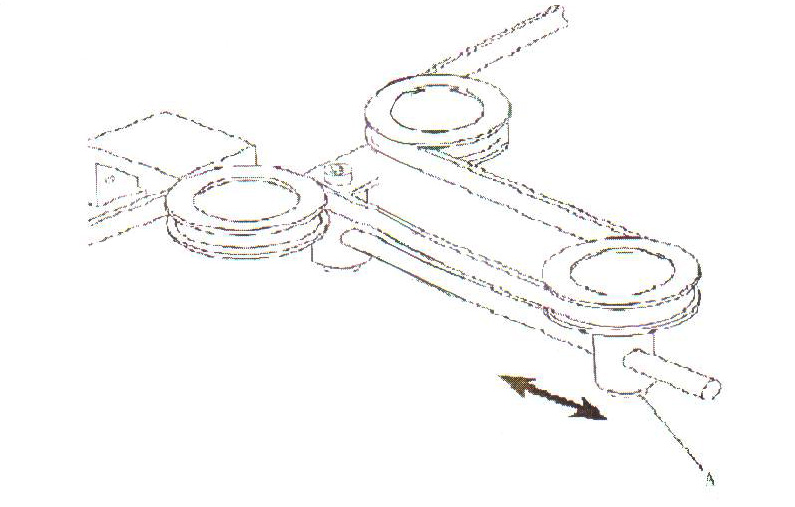
① uvoľnite skrutku A
②Potiahnite rolovacie koliesko smerom von pozdĺž posúvača a uistite sa, že napätie pásu na zariadení na ukladanie priadze je rovnaké.
③zaistite skrutku A
1.kontrola mazania tukom
Skontrolujte mazanie každej časti prevodového systému a systému valcovania tkaniny, ak sa vyskytnú nejaké abnormálne javy, včas doplňte mazací tuk
Kapitola štvrtá
Bežné problémy počas pletenia
Diera
· Hlavné spôsobené drsnou priadzou
·Z dôvodu zlej kvality alebo príliš vysušenej priadze
· Nesprávna poloha ústia podávača priadze
·Napätie priadze je príliš veľké alebo napätie navinutého vlákna je príliš veľké
· Hustota cievky je príliš vysoká
·Pletací kruh je príliš dlhý a látka je príliš tenká
Chýbajúca ihla
· Nesprávna poloha ústia podávača priadze
·Napätie priadze je príliš malé
·Pletací kruh je príliš dlhý
·Vadu priadze nesprávnym otvorom na podávanie
·Povrchové ústie podávania priadze je príliš vysoké
Tuck fenomén
· Napätie vinutia je príliš malé
· Hustota tkaniny je príliš vysoká
·Jazýček ihly je poškodený
Poškodenie jazyka ihly
·Pozícia podávacieho ústia je príliš vysoká, príliš vpredu alebo príliš vzadu, dávajte pozor, či sa priadza nedostala do ústia na kŕmenie.
Zrážka ihly
· Nedostatok oleja alebo nesprávne použitie
·Kvalita priadze je príliš pórovitá alebo cievkovnica nie je vhodná pre meradlo
·Rýchlosť je príliš vysoká alebo hustota látky je príliš vysoká
· Spôsobené zlomeným bubnom ihly, číselníkom ihly alebo vačkou
·Pletacie originály nie sú hladké, nedostatočne čisté
· Medzera medzi pletacím kotúčom a bubnom bola nesprávna
Pruhy
· Nesprávne nastavenie povrchového napätia priadze
· Kvalita priadze je iná
· Nesprávne nastavenie polohy prítlačného vlneného kotúča
· Nesprávne nastavenie spodného napätia priadze
Bar
· Nôž nie je ostrý
· Príliš veľa prachu v noži a hák noža je príliš tesný
· Nedostatok oleja, množstvo oleja je príliš malé
Piata kapitola
Údržba
Vysoká rýchlosť a vysoká presnosť moderného pletacieho stroja si vyžaduje vysoké nároky na údržbu, preto naša spoločnosť vážne zhrnula niektoré spôsoby údržby každodennej práce, dúfame, že zákazníci môžu prijať návrhy, aby stroj fungoval v najlepšom stave.
Prvé použitie a údržba stroja
1. Keď stroj dokončí inštaláciu a začne výrobu, rýchlosť nemôže byť príliš vysoká, počas prvého týždňa 20 hodín denne), udržujte rýchlosť do 10 otáčok/min.po týždni postupne upravte rýchlosť na normálnu
2. Prvý mesiac patrí obdobie zábehu, o mesiac neskôr vymeňte strojový olej v strojovom grále a vymeňte ho každé tri mesiace
3. Udržujte strojový olej 1/2-2/3 vyrovnávača oleja, dodávajte ho včas, keď je oleja nedostatok, aby ste predišli poškodeniu opotrebiteľnej dosky a spôsobili zablokovanie stroja
Denná údržba
1. Každú zmenu čistite prach usadený na cievkovnici a povrchu stroja, aby bola pletacia časť a dávkovacie zariadenie čisté
2. Po každej zmene skontrolujte zariadenie automatického zastavenia a bezpečnostné zariadenie, ak sa vyskytnú nejaké abnormálne javy, okamžite ho opravte alebo vymeňte.
3. Po každej zmene skontrolujte zariadenie na podávanie priadze, ak sa vyskytnú nejaké neobvyklé javy, okamžite ho upravte
4.Skontrolujte zrkadlo strojového oleja a hadičku hladiny oleja na cisterne
Týždenná údržba
1. Vyčistite hliníkovú platňu Speed podávania priadze a vyčistite hromadu prachu v platni
2. Skontrolujte, či je napnutie remeňa prevodu normálne a či je prevod stabilný
3.Skontrolujte rotáciu stroja na valcovanie látky
Mesačná údržba
1. Odstráňte všetku vačkovú skrinku, aby ste vyčistili prach
2. Vyčistite ventilátor na odstránenie prachu a skontrolujte, či je smer vetra správny.
3. Vyčistite prach zo všetkého elektrického príslušenstva
4. Skontrolujte výkon všetkých elektrických doplnkov vrátane automatického stop systému, bezpečnostného poplašného systému, kontrolného systému)
Polročná údržba
1. Vyčistite všetky ihly a ihly, skontrolujte všetky ihly, ak sú nejaké poškodené, ihneď ich vymeňte
2. Vyčistite stroj na rozprašovanie oleja a skontrolujte, či olej nie je upchatý
3. Vyčistite a skontrolujte úložné zariadenie priadze
4. Vyčistite prach a olej z motora a prevodového systému
5.Skontrolujte, či zber odpadového oleja neprekáža
Ročná údržba
1. Pletacie komponenty sú srdcom pletacieho stroja, je to priame zabezpečenie kvality tkaniny, o, je naozaj dôležité udržiavať pletacie komponenty
2. Vyčistite drážku ihly, aby sa do pleteniny nedostal prach.metóda: vymeňte priadzu za priadzu nízkej kvality alebo odpadovú priadzu, otvorte stroj vysokou rýchlosťou a vstreknite veľké množstvo oleja cez valec, pracujte pri dopĺňaní paliva, kým odpadový olej úplne nevyjde z drážky.
3. Skontrolujte, či nie je poškodená ihla, ak áno, ihneď ju vymeňte;Ak je kvalita tkaniny príliš zlá, mali by ste zvážiť, či sa všetko aktualizuje.
4.Skontrolujte, či je drážka valca rovnako vzdialená (alebo skontrolujte, či má povrch látky pruhy), či je stena drážky ihly tesná.
5. Skontrolujte stav opotrebovania vačiek a skontrolujte, či je montážna poloha správna a či sú skrutky utiahnuté
6.Skontrolujte a opravte polohu ústia podávania priadze, ak dôjde k poškodeniu, ihneď ju vymeňte.
7. Skontrolujte montážnu polohu každej zužovacej vačky, aby ste sa uistili, že dĺžka každej látky je rovnaká
Spôsob mazania, olej a mazanie
1. Mazací spôsob a olej
(1) Každý deň skontrolujte číselník a stroj na valcovanie látky, ak je olej menší ako 2/3, pridajte olej.Použite strojový olej N10#-N32#.Pri polročnej údržbe, ak je nejaký prach z oleja, okamžite vymeňte.
(2) Každý mesiac skontrolujte základný prevod valca, pridajte mazivo, použite lítiové mazivo č.3
(3) Pri údržbe každých pol roka skontrolujte každé ložisko prevodovky, pridajte mazivo, použite lítiové mazivo č.3.
(4) Pri mazaní pletacích komponentov sa musí používať pletací olej (vrátane vstrekovacieho strojového oleja), ako je vysokorýchlostný kruhový pletací stroj England waker.
2. Mazanie
Dobre poznajte typ oleja a čas mazania jednotlivých komponentov, aby ste sa uistili, že celý stroj je možné namazať v nastavenom čase nastaveným olejom a nastavenou dávkou.
Prestoje a zapečatené úvahy
Údržba a starostlivosť o stroj by sa mala vykonávať podľa polročných postupov údržby, najprv pridajte mazací olej do pletacích častí, potom naneste antikorózny olej na pletaciu ihlu, nakoniec stroj prikryte plachtou, ktorá bola nasiaknutá ihličkovým olejom a zapečatená v suchom a čistom stave. miesto.
Skladovanie strojového príslušenstva a náhradných dielov
Pre bežne používaný a rýchlo sa opotrebúvajúci diel je normálna rezerva dôležitou zárukou kontinuity výroby.Prostredie skladovania by malo byť chladné, suché a s malými rozdielmi teplôt, potrebná je aj pravidelná kontrola.
Spôsob skladovania je nasledujúci:
1.Uloženie valcovej ihly a číselníka ihly
Najprv vyčistite ihlu valca a potom ju vložte do drevenej škatule, v ktorej bol napustený strojový olej, a prekryte olejovou tkaninou, aby ste predišli nárazom a deformáciám.Pri použití použite stlačený vzduch na odstránenie strojového oleja z ihly valca a potom pridajte ihlový olej.
2.Ukladanie vačiek
Klasifikujte vačky a vložte do skladu, ktorý mal uložený v krabici a pridajte antikorózny olej, aby sa zabránilo hrdzi.
3.Uloženie pletacej ihlice
(1) Nová pletacia ihlica by mala byť umiestnená v pôvodnom balení a neodstraňujte tesnenie.
(2) Stará pletacia ihlica musí byť čistá, skontrolovať, vybrať poškodené, klasifikovať ich a uložiť do skladu s ihlovým olejom, aby sa zabránilo hrdzi.
Údržba elektrických častí
1. Význam údržby
Obvod pletacieho stroja obsahuje precíznu elektronickú súčiastku——invertor.V praktických aplikáciách bude v dôsledku okolitej teploty, vlhkosti, vibrácií, prachu, korozívnych plynov a iných faktorov prostredia nepriaznivo ovplyvnená spoľahlivosť a životnosť meniča.Pri správnej údržbe nielen zaistí spoľahlivosť, ale aj predĺži životnosť a zníži výrobné straty spôsobené občasnými poruchami.Preto je potrebná pravidelná údržba meniča a periférnych obvodov.
2.Skontrolujte menič a periférne obvody
Pre fungujúci pracovný menič a riadiace obvody by sa mali zvyčajne vykonať nasledujúce kontroly:
(1) Teplota prostredia: Vo všeobecnosti normálna - rozsah 10 ℃ ~ + 40 ℃, pri 25 ℃ alebo podobne.
(2) Vstupné napätie meniča: normálny rozsah je 380V±10%.
(3) Pravidelné čistenie muchy dole, prach v ovládacej skrinke na udržanie vnútornej čistoty elektrickej skrinky, odporúča sa čistiť raz denne po zmene zmeny.
(4) Olej urýchli starnutie drôtov, ak sa elektrická skrinka vo vnútri náhodou dostane do oleja, včas ju vyčistite.
(5) Pravidelne kontrolujte výfukový ventilátor elektrickej skrinky, ak je poškodený, vymeňte ho včas, aby ste sa uistili, že vnútorná teplota elektrickej skrinky nie je príliš vysoká.
3.Pravidelná kontrola
Využite ročnú dobu generálnej opravy zariadenia a zamerajte sa pri kontrole na vnútorný bit meniča.
(1) Pri pravidelnej údržbe musíte pred prevádzkou vypnúť napájanie, kým indikátor napájania DC zbernice na meniči nezhasne, zvyčajne viac ako jednu minútu (čím väčšia kapacita meniča, tým dlhšia čakacia doba) a potom vykonajte operácia.
(2) Demontujte vonkajší kryt meniča, vysajte obvodovú dosku meniča a interné moduly IGBT, vstupné a výstupné svorky a ďalšie časti.Na vymazanie špinavých miest na doske plošných spojov použite bavlnenú handričku so špeciálnymi čistiacimi prostriedkami.
(3) Skontrolujte vnútornú izoláciu prívodného vodiča meniča, či nemá koróziu alebo zlomené stopy. Po nájdení by ste mali okamžite ošetriť alebo vymeniť.
(4) V dôsledku vibrácií, teplotných zmien a iných účinkov sa niektoré upínacie jednotky meniča, ako napríklad skrutka, vždy stanú flexibilnými, mali by znova utiahnuť všetky skrutky.
(5)Skontrolujte a zistite, či sa vstupné a výstupné reaktory, transformátory atď. neprehrievajú, netesnia, či nemajú chybnú izoláciu, nemenia farbu a či nie sú spálené alebo zapáchajú.
(6) Skontrolujte, či je kapacita medziľahlého jednosmerného obvodu filtrujúceho elektrolytický kondenzátor a výkon nabíjania a vybíjania dobrý, či má vzhľad praskliny, netesnosti, opuchy atď., Životnosť filtračného kondenzátora je 5 rokov, najdlhšia doba skúmania je jeden rok a po piatich rokoch ho vymeňte.
(7) Skontrolujte, či je prevádzka chladiaceho ventilátora v dobrom stave, ak zistíte abnormálny hluk, abnormálne vibrácie by sa mali okamžite vymeniť.V opačnom prípade sa menič prehreje a ovplyvní životnosť meniča.Cyklus výmeny ventilátora je zvyčajne 2-3 roky.
(8)Skontrolujte, či je izolačný odpor meniča v normálnom rozsahu (všetky svorky a uzemňovacia svorka), Všimnite si, že megameter nemôžete použiť na meranie dosky plošných spojov, inak poškodí elektronické komponenty dosky plošných spojov.
(9) Odpojte kábel terminálu meniča R, S, T od napájacieho konca, odpojte kábel terminálu meniča U, V, W od konca motora, zmerajte izoláciu medzi každým fázovým vodičom kábla a ochranným uzemnením pomocou megametra, či spĺňať požiadavku, za normálnych okolností by mala byť väčšia ako 1MΩ.
(10) Pred uvedením meniča do prevádzky, po ktorej je údržba dokončená, by mal menič spustiť motor na voľnobeh a niekoľko minút skúšobne bežať, potvrdiť smer otáčania motora.
Čas odoslania: 20. apríla 2022